




吹膜机运行各阶段的温度设定方法
发布时间:2020-09-25 15:51浏览次数:
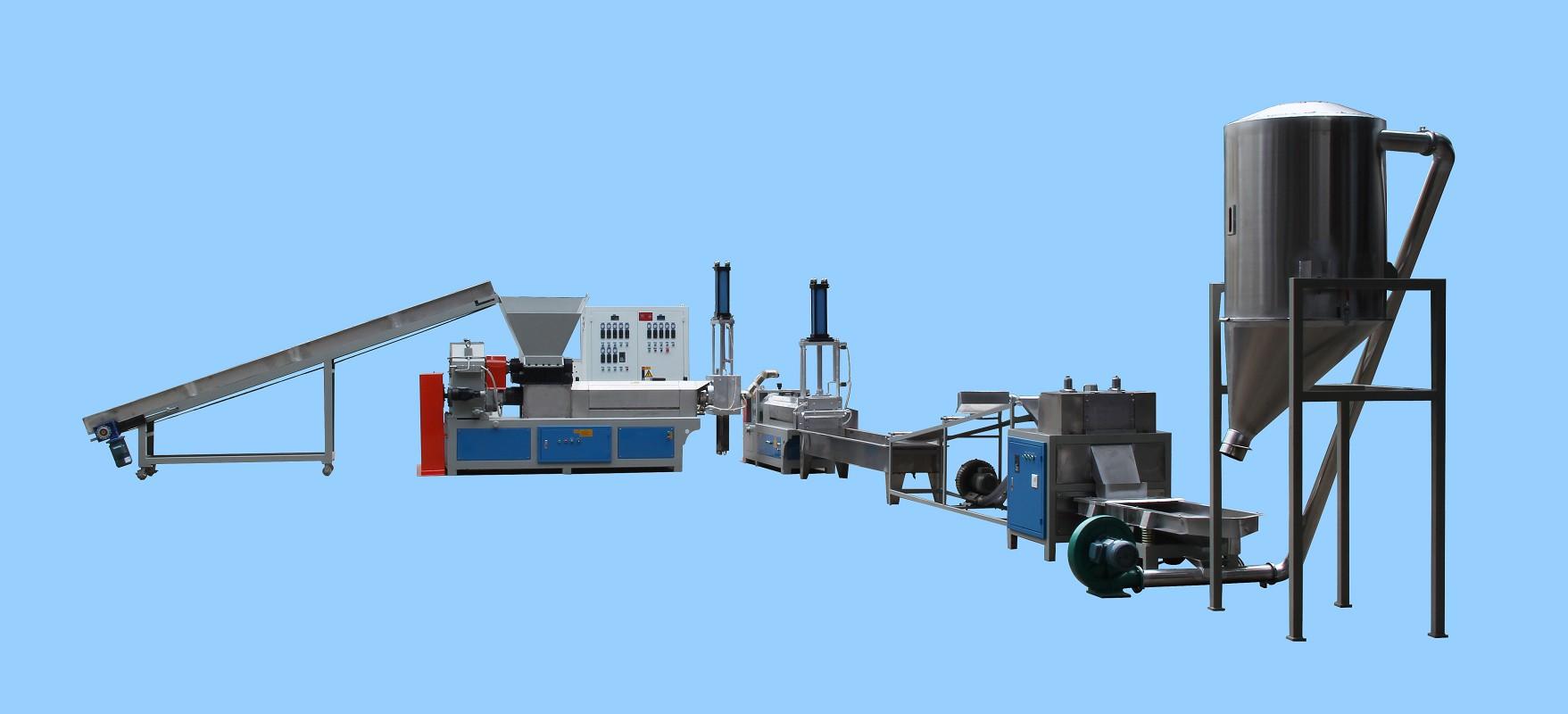
吹膜机在吹塑薄膜的挤出机螺杆共分为三段:加料段、熔融段、均化段。接下来让我们为您详细了解一下。
1.进料段温度要求:在进料段入口,希望温度能低一点,避免树脂粘堵进料口。此外,进料段的树脂会不时被拧紧,空气会从进料口向后排出。根据设备的不同结构,虽然进料口不停止电加热,但进料口温度约为筒体传热后的50-90度。这样,进料段的温度是确定的。入口温度为50-90度,末端等于熔点或粘性流动温度。在本节中,温度可以确定为等比线性温升。
2.熔化段温度要求:熔化段开始时,温度达到熔化前的粘度流动温度。对于结晶树脂,粘度流动温度等于熔点温度。然后不断地收紧和增加熔融层,不断地提高温度,使树脂分子链的长度不同,使具有不同热运动能的聚合物相继熔化。因此,在确定熔化段末端的温度后,可以确定该段的其他部分是线性加热的。
3.均化段温度要求:在均化段,主要是重熔均化和定量恒压恒温输出熔体。该段的温度可以保持恒定,或者熔化段末端的温度稍微升高(大约2-5度)。吹膜时,要求通过探头部分的温度要低,但不能低于粘性流动温度,以利于膜的提升和正常吹膜。当熔体从模口出来时,应具有一定的粘度,以免膜破裂或崩塌。一般来说,它比均化段末端低10-30度左右,从均化段到触摸口的温降也可视为等温降。
上一篇:暂无